
- 河北博一吧论坛免费白菜大全
DN5000金属膨胀节分体发往陕西
尊敬的郑经理,感谢您对中浩金属膨胀节产品信任与选择。很高兴通知您,您在河北中浩订购的非金属纤维补偿器分批已经完成生产、检验、包装等全部工作,现已装车转运,准备发往宁夏,愿您及时了解发货详情,做好接货准备。特向您提供发货相关信息。 
订单简介:
*产品名称:金属波纹膨胀节
*规格型号:YXD 5000*300
*总订单数:1件
*发货日期:2024年10月28日
金属波纹膨胀节分体运输后重组注意事项:
一、减少焊缝问题: 为了减少绗缝规格参差不齐情况,可以采用靶向线切割工艺进项行分体式生产加工,在线切割钱前卫性标识,线切割后在进项组装,方便现场靶向对接。 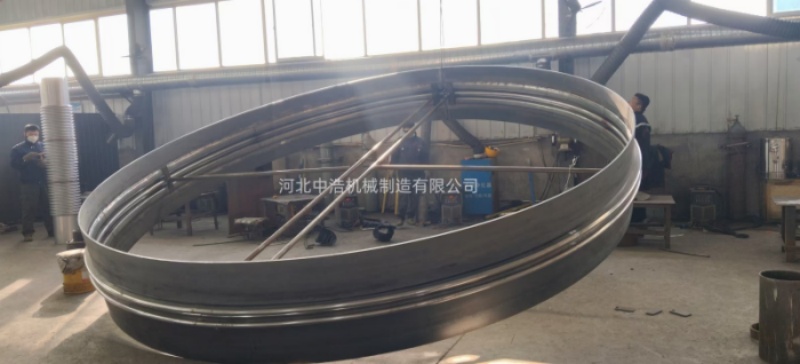
二、对接处理:金属波纹膨胀节 在线切割后需要重新组对,需要沿着连节中缝的一边分别焊接对合波纹与垫片,并进行标识,然后再分离打磨抛光焊接焊缝。
三、重点内应力处理:金属波纹管在成型过程中,材料汇产生硬化现象,甚至影响波纹管耐压性能。但由于波纹补偿器分体运输 ,分体后的波纹补偿器无法确使波纹管形状成型内应力,因此需要对波纹补偿器进行内应力处理,波纹管中的应力要是由于内压和位移导致的,位移导致的应力通常大于内压导致的应力,它沿着波纹管的子午线向方向(经向),通常高于波纹管资料的屈从力。要依据说明书进行预紧缩,定位设备后再撤除限位设备。另外也没有啥特另外,管道由于热胀冷缩导致的变形波纹管的规划尤其复杂,它需要对以下各项参数进行核算和校核:耐压才能、位移导致的应力、疲惫寿命、刚度和稳定性。
四、组装焊接注意事项: 在组装过程中,应注意波纹管的对接和焊接质量。焊接接头表面应无裂纹、气孔、咬边等缺陷。波纹管的形状应均匀一致,波峰、波谷与波侧壁间应圆滑过渡。在安装大口径金属波纹补偿器时,还需要注意以下几点:检查补偿器的型号和规格是否符合设计要求;确保所有活动元件不受外部构件的限制;在安装过程中避免焊渣飞溅和机械损伤;安装后及时拆除辅助定位构件,并按设计要求调整限位装置。
博一吧论坛免费白菜大全 2014(C)版权所有
技术支持:中科四方